



为什么要选择挤型散热器?
1. 比冲压成型的散热片更高效。2. 比机械加工更节约成本。
3. 有多种标准形状和尺寸可供选择。
4. 轻松的定制实现比铜更轻,优势明显。
5. MAX CLIP扣件系统无需安装硬件和工具。
挤型散热器设计
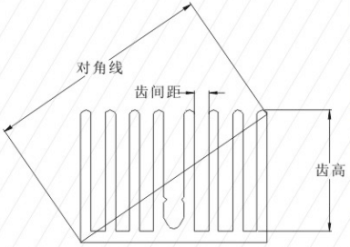
1,挤出率
1)定义:是挤型模上的齿高与其齿根比值的最大值。
2)挤型比是铝挤模难易程度的重要参数,挤型比越大模具越难开,一般挤型比尽量不要超过20。
挤出比=翅片高度/翅片间隙≤20
2,挤压段的对角线长度
1)对角线的长度取决于模具的难度和挤出机的吨位,海川在粤港澳湾区拥有这样的长期合作供应商,可达到9000吨。
2)在我们的原始设计之初,我们必须设法缩短对角线长度,以减少挤出机的吨数; 随着机器吨数的增加,单位挤出重量的成本会更高。
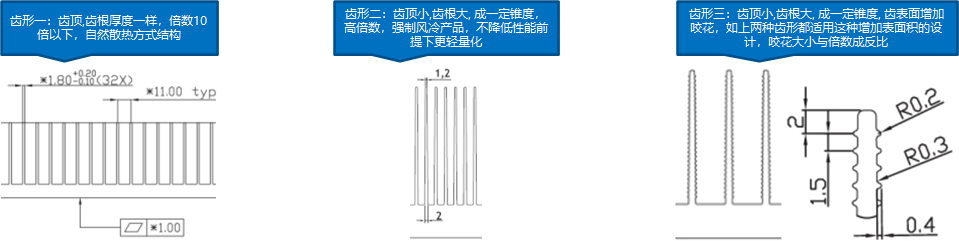
3,齿形特点
海川挤型机器吨位
| 机台吨位 | 对角线尺寸 | 倍数 (齿高/齿间距) |
机台吨位 | 对角线尺寸 | 倍数 (齿高/齿间距) |
| 600T | <120mm | 24 | 2750T | <250mm | 21 |
| 880T | <130mm | 24 | 3000T | <320mm | 20 |
| 1000T | <150mm | 22 | 3600T | <350mm | 20 |
| 1500T | <180mm | 22 | 4000T | <400mm | 20 |
| 1800T | <200mm | 21 | 6500T | <540mm | 19 |
| 2500T | <230mm | 21 | 8000T | <700mm | 16 |
海川挤型工厂实景
海川热能拥有散热产品整链条的零组件生产工艺,包含CNC、冲压、焊接、测试、摩擦焊、铲齿、挤型、热管等,其产品类型从基础的铝挤散热片、铲齿、锡焊模组到冷板、液冷模组等各段产品。

海川铝型材散热器加工车间